The tubular chain conveyor is the ideal handling system for a wide variety of powdery, delicate and food products.
Some of the most common include cereals, petfood, coffee, animal feed, plastic granules.
This must guarantee both the handling of a large quantity of product and the appropriate preservation of its characteristics.
The integrity and preservation of the product itself is crucial in the ever-changing landscape of the food industry.
In the article below we will analyse:
- The beer industry
- Tubular conveyor operation
- Tubular conveyor advantages
- MIAL tubular conveyor
The beer industry
Among the many fields and areas of its application are the food industry and the brewing industry
According to the Brewers Journal, the beer market and especially craft beers will see strong development. Equal to 12.3% in the period between 2023 and 2030.
This makes it an ever more competitive sector and consequently characterised by a constantly increasing number of operators.
Tubular conveyor operation
The chain conveyor plays a major role in brewing.
It guarantees the correct handling of raw materials from the storage silos to the milling and processing facility.
It is a completely closed and sealed transportation system in which, with a single motor, an extremely flexible and reliable product loading and unloading system can be created.
Inside, a series of circular discs, equally spaced along the chain, pulls the product towards one or more discharge hoppers.
These provide precise, constant, gentle and hygienic product flow.
Its basic elements are:
- Motorised drive unit
- Product loading hopper
- Pipelines
- Reference angles
- Chain
- Discharge hopper
MIAL tubular conveyor advantages
Among the many advantages of these transportation systems are:
- Flexibility and versatility
- Efficiency and energy saving
- Hygienic design
- Low maintenance
- Product protection
- Ease of installation and operation
Flexibility and versatility
The extreme versatility and flexibility of this transportation system makes it suitable for various products, including malt and cereals.
The modular design and the possibility of horizontal, vertical and inclined movement make it space-saving. So it can be adapted to different application contexts.
Customised systems can thus be created, specific to each need, length and reach.
Efficiency and energy saving
The utilisation of a single, low-power motor ensures gentle, steady material transport and significant energy savings. Up to 50% compared to other transportation systems.
Reducing energy costs is in fact one of the many factors contributing to the competitiveness of companies.
Hygienic design
The modular and fully sealed design prevents the accumulation of dust and waste materials.
The possibility of setting up special inspection ports facilitates cleaning and control of the work cycle.
This guarantees a clean working environment free from external contamination.
Low maintenance
The reduced number of removable materials and only one motorised drive unit allows for reduced and easier maintenance.
Our tubular conveyors are made entirely of 304 stainless steel. They thus guarantee increased resistance to wear and tear.
Product protection
Various factors can impair or alter the qualities of the material being handled. High and low humidity levels, temperature changes, sparks, explosions or dust.
The conveyor is the optimal option to solve these issues.
In fact, the material, placed in the spaces between the discs, inside the circuit is gently dragged towards one or more unloading hoppers. This minimises product degradation.
Ease of use
This type of conveyor is characterised by its ease of installation and maintenance, which translates into reduced costs compared to traditional conveyor systems..
MIAL Tubular Conveyors
We have specialised in conveyor systems for over 30 years.
Expertise in creating installations and turnkey solutions that can be integrated into existing installations.
High-tech for transporting fragile materials in any direction over short and long distances.
Every single component of our equipment and conveyor systems is of our own complete design, assembly and installation.
Over time, we have developed four models of tubular chain conveyors.
From different areas and production capacities, in order to meet specific customer requirements and needs.
- BIG 60: tube diam. 60 mm - carrying capacity 2 m³/h
- BIG 100: tube diam. 100 mm – carrying capacity 12 m³/h
- BIG 160: tube diam. 160 mm - carrying capacity 30 m³/h
- BIG 200: tube diam. 200 mm – carrying capacity 60 m³/h
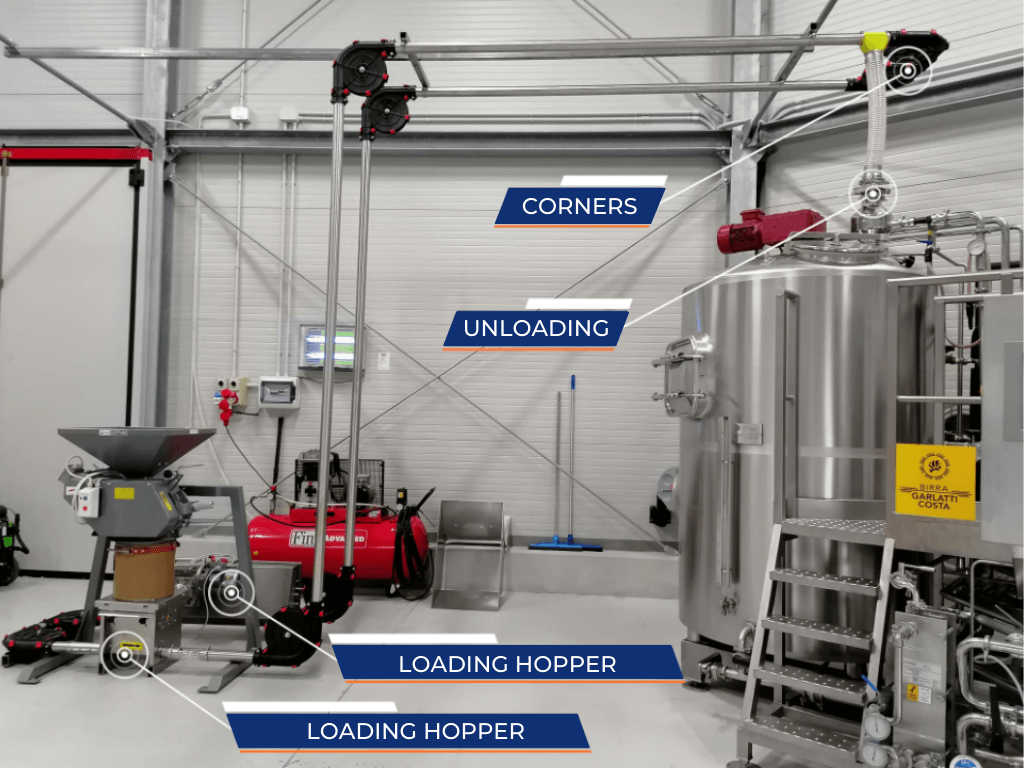
Pictured is the installation of the Big 60 tubular conveyor at a brewery in northern Italy.
Transported products: barley and malt.
Hourly capacity: 2 m3/h.
Tube diameter: 60 mm
Disc diameter: 48 mm
Model: BIG 60
 FREE QUOTE
FREE QUOTE  Sectors
Sectors















 Request information
Request information 
